|
THE earliest recorded maker of
decorative Tunbridge Ware was named Jordon, very little is known
about him, except that he established workshops in 1685, and his
work became so well known and sought after that by 1700
marquetry work on a small scale was being produced in London
under the name of Tunbridge Ware.
Decorative Tunbridge Ware falls into
three categories:
(1) From the 1680s to 1850s Tunbridge
Ware was decorated with Marquetry and Parquetry.
(2) From about 1730 until the 1890s
Turnery work which was known as stickwork.
(3) From the 1830s for about 50 years
Tunbridge Ware was decorated with wood mosaic.
Marquetry and Parquetry all
Marquetarians are familiar with, though the writer has never
seen any evidence that pictorial marquetry was used for
decorating, but mainly simple scroll work. Parquetry being much
more in evidence, and it was this type of decorative work which
prompted the development of mosaics.
Stickwork was apparently known as inlaid
turnery, but in fact no inlay was used, it did in fact consist
of various coloured fillets of wood being glued together so that
a variegated block was formed, and these were turned or shaped,
producing many varying and pleasing patterns. A form of this
work on a larger scale can be purchased today in the form of
fruit plates and bowls.
Wood mosaics. This is the term now
usually applied to Tunbridge Ware and is known as Mosaic
Tunbridge Ware.
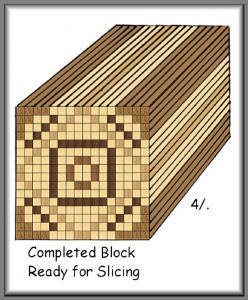
In the late 1820s one James Burrows
(whose family had taken over the business of Jordon about 1740)
developed the mosaic ware and devised a method whereby a number
of identical patterns could be cut from one prepared block which
could then be applied to decorate articles of white wood,
usually seasoned pine. In 1840 G. & J. Burrows advertised as
follows: Inventors of the mosaic Inlaid Ware, Manufacturers of
Tunbridge Ware, and Inlaid Turnery of the newest inventions.
The early patterns were simple and
usually consisted of geometrical patterns, and these could be
cut and laid side by side to form a strip or square of patterns
on a box or similar article.
Sometime later one of Burrows
apprentices left his employ and passed on his knowledge to
George Wise, a cabinet maker in Tonbridge, who started a rival
firm for the manufacture of mosaic Tunbridge Ware. The
manufacture of mosaic ware was also started by a firm " Fenner
and Nye " who in 1834 advertised drastic price reductions as
they had installed mechanical driven machinery; this firm was
later carried on alone by Edmund Nye, a relative of the original
Nye, and it appears that around 1836 Thomas Barton, aged 17
years, an apprentice of the Wise family, joined Edmund Nye's
factory, and he is credited with considerably raising the
standard of the craft.
At the Great Exhibition of 1851 Edmund
Nye exhibited several pieces of hand placed mosaic work, and
according to the book " Mansions, Men and Tunbridge Ware " by
Younghusband the design of the piece which was awarded a gold
medal is attributed to Thomas Barton; this was a chromotrope
table, a mosaic of North American birds composed of 129,500
pieces in which 33 different natural coloured woods were used.
Around this period was considered to be
the time during which the best work was carried out.
Whether Thomas Barton was related to
John Barton who established workshops in Tunbridge Wells late in
the reign of George the 1st is not known, to the writer.
However, to John Barton is attributed the invention of a
circular saw for the cutting of veneers for the Tunbridge Ware
trade.
The demand for mosaic Tunbridge Ware
increased, and strangely enough this was the reason for its
ultimate demise, for with the increase of demand the production
was speeded up, more and more machinery being used, with the
result that the individual craftsmen began to lose interest, and
in many cases even the polishing, which had been considered very
high class, was given over to a spirit varnish, with the result
all individuality vanished and the wares looked what in fact
they were, a mass produced article and visitors ceased to
purchase, and slowly but surely the manufacture of mosaic ware
died out, and according to records the last business closed down
sometime in the 1880s.
In the 1920s considerable quantities of
mosaic work were reproduced by the Tunbridge Wells Manufacturing
Company Ltd., in traditional shapes and patterns, and it would
probably be safe to say that nothing elaborate was undertaken;
no doubt there are people who will still remember this attempt
to revive the craft.
The Marquetry work of Tunbridge Wells
achieved celebrity during the reign of William and Mary, for
towards the end of the 17th century the term Tunbridge Ware had
been adopted by specialists of this work in London. Several
examples of Marquetry, Parquetry and Mosaic ware can be seen in
the Victoria and Albert Museum, and a games table made at
Tunbridge Wells in 1845 for the Prince Consort and decorated
with mosaic is in Kensington Palace.
Probably the finest collections of
Tunbridge Ware can be seen in the "Pinto" collections at Oxey
House, Oxey, Boreham Wood, and in the Museum at Tunbridge Wells.
Her Majesty Queen Mary was a collector
of Tunbridge Ware, and when visiting Tunbridge Wells, visited an
exhibition of the ware, designs uncut blocks, tools and plates,
which an antique dealer of Tunbridge Wells had purchased, all of
which came from the works of Mr. Thomas Barton.
The foregoing is of necessity only a
brief history of the craft and most of what follows concerns the
ware known as Mosaic Tunbridge Ware.
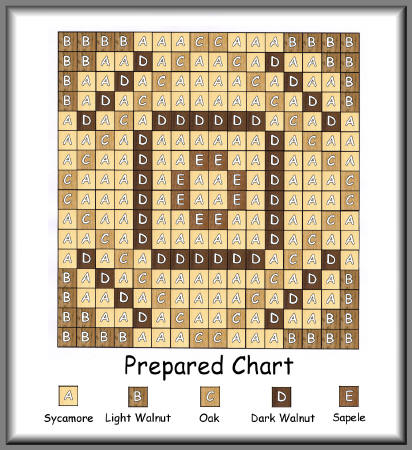
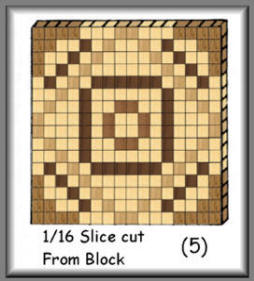
First, of course, the pattern or picture
was prepared, usually from water colour designs in the case of a
picture, and this was followed by the preparation of a chart.
Squared paper was used for this usually 10 squares to the inch.
Each square was marked with a numeral which indicated the wood
and its colour until the picture or pattern was represented by
different woods to be used by the band maker. Each square on the
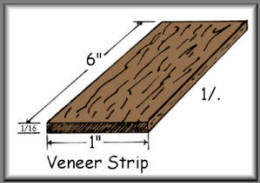
paper would, of course, represent one piece of wood of the size
to be used, so that if a pattern was to be built up of 1/16
mosaics and was 1 inch square 16 x 16 squares would be marked in
and likewise a pattern to be built up of 1/32 mosaics, 1 inch
square, 32 x 32 squares would be marked in. If a picture of,
say, 6 x 4 is to be built up using 1/32 mosaics then 192 x 128
squares would be marked and this means the water colour picture
being copied would be 19.2 inches x 12.8 inches which would
represent 192 x 128 squares in the squared paper. From this it
can be seen that the smaller the mosaics to be used the larger
must be the picture being copied.
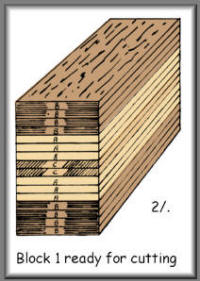
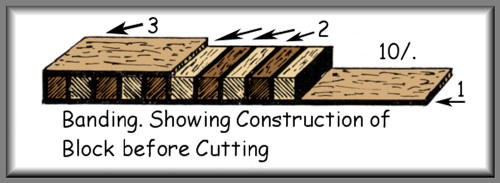
On completion the chart was passed to
the bandmaker who proceeded to follow the chart's instructions.
Let us assume that the chart to be followed consists of 1/16
mosaics the finished pattern 1 inch square and remember that the
end grain is what will finally represent the finished pattern or
picture.
Let us take a simple pattern using only
five different toned woods which will be represented in the
absence of colour as follows (please note that our web version
is in colour as you can see!) :
|